Discover highly specialized professional devices, from extreme-condition rugged slates to smart commercial display controllers and backup communication infrastructures.






Why leading global industries are aggressively phasing out traditional LCD structures in favor of high-performance emissive panel technologies.
Unlike standard liquid crystal screens that rely on centralized backlights, OLED pixels emit their own light. This yields an infinite contrast ratio, deep true blacks, and a dynamic range critical for surgical imaging, architectural design, GIS mapping, and media production.
By bypassing standard liquid crystal backlighting, OLED systems dynamically scale down electricity consumption based on the displayed information. Implementing OS-level dark modes reduces overall device power draw by up to 30%, maximizing critical fieldwork runtime.
OLED response speeds measure in fractions of a millisecond. This completely eliminates ghosting, trailing, and visual lag during high-refresh operations. This physical property is vital for rapid real-time data monitoring, video feeds, and spatial interactive software.
When vetting suppliers for high-volume corporate contracts, selecting the right partner requires assessing complex technological and compliance variables.
Top-tier tablet factories maintain direct and highly stable supply-chain relationships with tier-1 OLED screen foundries. These critical connections ensure consistently high yield rates, continuous supply guarantees for 3-to-5 year hardware product lifecycles, and early-stage access to next-generation panel advancements such as dynamic Tandem OLED designs.
OLED displays are highly responsive to thermal variations. Industrial tablets must utilize multi-layered, active, or passive graphite heat-dissipation plates. Enterprise-grade components prevent local thermal build-up, maintaining ideal panel operations while mitigating the risk of organic screen degradation under prolonged high-brightness usage.
Professional use-cases require dedicated physical layouts. Leading ODM manufacturers provide comprehensive customization options, incorporating specific features like integrated barcode scanners, biometrics, multi-frequency intercom radios, NFC readers, and high-frequency active stylus options directly into the device.
Industrial fleets must run customized, robust operating platforms. Sourcing teams prioritize factories offering modern, specialized platforms (e.g., highly secure Android 14/15 firmware architectures) that seamlessly integrate with standardized enterprise Mobile Device Management (MDM) systems for remote management.
How modernized industrial tablets act as central command units across specialized global industries.
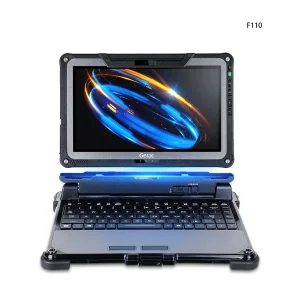
For operations in mining, shipping, or remote utility networks, conventional screens degrade under intense sunlight and moisture. Modern rugged tablets combine IP68 ingress protection with high-brightness OLED displays, enabling technicians to clearly view intricate circuit diagrams, blueprints, and data overlays in real time.
In highly active hospitality, logistics, and retail spaces, terminals serve as interactive point-of-sale platforms and central dispatch interfaces. High-luminosity multi-touch systems enable seamless multi-tasking, high-speed connectivity, and uninterrupted continuous runtime to maintain rapid operational throughput.
Medical environments demand exceptionally high tracking accuracy and reliable network performance. Wearable fall detectors and smart senior monitoring panels provide continuous tracking and prompt emergency assistance, ensuring absolute reliability in life-critical contexts.
A look into our state-of-the-art assembly plants, engineering excellence, and international service capabilities.
Dongguan Elite Smartphone Co., Ltd. is a leading manufacturer, sales, and technical after-sales service provider specializing in high-quality mobile products. We are dedicated to offering the best in design, functionality, and durability for our customers worldwide. Our company is driven by innovation, with a strong commitment to delivering exceptional products and services.
At Elite Smartphone, we pride ourselves on the quality of our products. Our team of skilled and experienced technicians, alongside our advanced modern production equipment, ensures that every product meets international quality standards. We are committed to maintaining the highest level of quality control, from initial design and production to final delivery. This guarantees that all of our products are not only reliable but also perform excellently across various applications and environments.
We are constantly expanding our global reach, with a strong presence in North America, South America, Oceania, and Western Europe. This international network of satisfied customers is a testament to our dedication to providing both high-quality products and exceptional customer service.
Our well-equipped facilities and strict adherence to quality control measures at every stage of production enable us to ensure total customer satisfaction. Whether you are a business partner or an end customer, Elite Smartphone promises consistent, reliable, and innovative products that will meet your needs and exceed expectations.
As we continue to grow and evolve, we remain focused on our core values of excellence, integrity, and customer-first service. Elite Smartphone is your trusted partner for mobile solutions, offering you not just a product, but a commitment to quality and satisfaction that spans the globe.
Preparing enterprise infrastructures for upcoming structural shifts in dynamic mobile hardware developments.
By stacking two layers of organic light-emitting material in series, next-gen tablets achieve double the luminance, significantly improved efficiency, and an extended operational lifespan that effectively eliminates previous burn-in concerns.
Flexible OLED substrates allow the design of multi-fold and rollable industrial screens. These space-saving devices open to provide spacious display areas while retracting into highly compact housings for ease of transport.
The next iteration of industrial tablets will embed optical arrays, ambient light controls, and biometric scanners directly beneath the active OLED matrix, maximizing active screen surface area and enhancing drop protection.
Answering the most critical technical and logistical questions asked by global sourcing professionals.
Further explore high-reliability systems, network repeaters, and interactive school displays to complete your corporate ecosystem.







